


关于盐水密封圈不严密所引发的反渗透系统运行故障
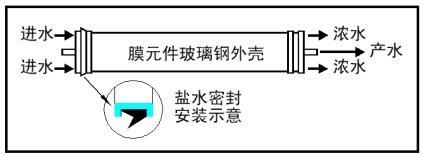
关于盐水密封圈不严密所引发的反渗透系统运行故障反渗透膜元件(一只或多只) 与压力容器组成膜组件, 在设定的运行压力、产水量、回收率等条件下, 因逆渗透作用而生产出高品质的净化水。在系统中,若一些关键部件出力不当将给系统的安全稳定运行带来巨大的危 害作用,盐水密封圈不严密就是这样一种情形。一般地讲,反渗透膜元件的进水没有明显的方向性,但盐水密封圈的设置与使用(可移动)给膜元件指定了唯一的进水方向,如
关于盐水密封圈不严密所引发的反渗透系统运行故障
反渗透膜元件(一只或多只) 与压力容器组成膜组件, 在设定的运行压力、产水量、回收率等条件下, 因逆渗透作用而生产出高品质的净化水。在系统中,若一些关键部件出力不当将给系统的安全稳定运行带来巨大的危 害作用,盐水密封圈不严密就是这样一种情形。
一般地讲,反渗透膜元件的进水没有明显的方向性,但盐水密封圈的设置与使用(可移动)给膜元件指定了唯一的进水方向,如下图所示:
1 盐水密封圈作用及其产生泄露的原因
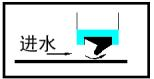
在受到向右的水力后,盐水密封圈斜上角将被压向压力容器内壁,从而阻断盐水从膜外侧通过而进入后面的膜元件,是进水全部进入膜元件被出力,这是盐水密封圈正常阻断盐水的机理。但在一些非正常情况下, 盐水是有可能从盐水密封圈侧透过的,根据实际工程故障来分析, 出现这种盐水密封圈密封不严密的情况大致有以下三个方面的因素所导致的:
1.1 盐水密封圈安装不当
在一些工程项目的维护过程中,当工程技术人员需要将膜元件进行倒方向时,其需要将盐水密封圈从一端取 出安装在另一端,由于忽视而将其反向安装
1.2 盐水密封圈严重损坏
膜元件在压力容器中进出的方向是和进水方向一样的, 具有单一性,当系统出现故障特别是系统出现严重结垢时,不恰当的逆向取膜方式,将极有可能地对盐水密封圈产生严重的损坏,由于盐水密封圈一般都没有备品, 因此,即使发现盐水密封圈已经损坏,也不得不安装,进而产生盐水泄露情况。
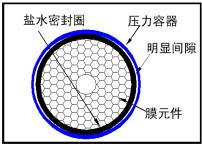
1.3 压力容器内径不均圆
压力容器内径不均圆是出现盐水泄露的最主要因素,当压力容器内径不均圆时,盐水密封圈将不能有效地封堵膜元件和压力容器之间的间隙,从而导致盐水的严重泄露。
这种现象多发生于 3-6 芯的不锈钢压力容器, 由于长度的延长使得生产厂家在控制均圆率时有一定的偏差(但也有些不锈钢压力容器生产厂家生产的不锈钢压力容器的均圆率比较不错)。当系统采用多芯不锈钢压力容器时就 需要密切注意均圆率这一重要参数。
2 压力容器偏大
由于极个别的膜厂商为了降低成本,采用了性能强度比较低的玻璃钢作为膜外壳的缠绕资料,因此,就必须要比较多的玻璃钢才能保持膜元件的强度, 因此,这类膜就显得不正常地粗。可因为其进入中国内地市场的时间比较长,与其相配套的不锈钢压力容器厂家由此将自己的压力容器内径做的偏大。而按照国际标准尺寸以及使用 高质量强度的玻璃钢生产的膜元件,对压力容器而言反而小了,一些压力容器生产质量不能很好掌控的生产厂家,其压力容器对标准的
3 盐水密封圈泄露产生的危害及现象
当一套反渗透装置不论因何种原因产生盐水泄露时, 其产生的危害是非常严重的, 这种危害所表现的特征为:
(1) RO 装置的阻降比较小(不同的膜排列方式,RO装置的阻降将有所不同),和计算机模拟参数相比,阻降要减小0.5-1.2bar。
(2) 系统初始脱盐率较低,一般初始脱盐率(实际)与设计脱盐率相差 2-5%左右。
(3) 系统初始产水量、浓水量、回收率都比较正常。
当系统出现上述现象时, 就应该引起足够的重视,因为这是盐水泄露的具体表现,这种情况将对反渗透的安全、稳定运行产生严重的危害:
(1) RO 系统脱盐率会逐步下降,随着系统运行时间的推移,下降的趋势会加快。
(2) RO 系统会产生结垢的现象,这种现象很难从表征现象观察出,并且化学清洗的效果将不太明显。
(3) 系统的阻降有进一步减少的趋势(在一部分工程中)。
4 产生危害的原因
从表征现象来分析,系统产水量稳定,回收率稳定,应该不会产生这种现象的,但实际上却不是表征现象所体现的一样。以一个 30m3/h 的反渗透装置为例子,系统设计回收率为 75%,当出现盐水密封圈不严密产生盐水 泄露时,将产生如下情况:
系统表征回收率: 30/40×100%=75%
实际回收率:30/ (40-②)× 100%>75%
由于②为泄露盐水,其没有经过膜的处理, 因此当出现盐水泄露时,其实际回收率要大于系统表征回收率, 当②=4m3/h 时,实际回收率为83%,反渗透膜元件浓水侧浓缩倍数为 6 倍,要远远大于实际回收 75% (浓水侧 浓缩为 4 倍)。
实际回收率的增高将使膜元件浓水侧的含盐量增高进而使产品水水质低于设计标准, 同时这种较高的回收率将产生膜元件的结垢、污堵现象,即便清洗后,由于回收率过高而体现清洗的效果将不明显。
5 解决问题的办法
要从根本上解决盐水泄露而引起的回收率过高,首先要从元器件上着手, 针对于压力容器(特别是多芯不锈 钢压力容器) 要认真、仔细地检查,以防止内径的不均圆; 同时在施工过程中,装膜工程师或现场技术服务工程 师要仔细阅读膜厂家、压力容器厂家有关于膜投装及膜性能的技术性文件。
当一个已有工程出现类似盐水泄露情形时,可以从以下几个方面来解决或缓解症状:
(1) 更换不正确、不适宜的压力容器或盐水密封圈可解决症状。
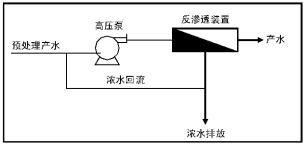
(2) 降低系统表征回收率可缓解症状(若节约系统用水,可进行部分浓水循环来增加系统回收率)。
(3) 针对偏大的压力容器,可将安装盐水密封圈的膜刻槽内缠绕 2-5 圈的胶布以扩大盐水密封圈的外径。

浙江新伟环保设备有限公司是一家专业从事水处理工程设备研制、生产、销售及施工为一体的技术型企业,公司拥有十多年的水处理技术,业务范围涉及给水处理,工业纯水和超纯水处理和生活、工业废水处理。